如今自动
颗粒包装机已经被很多行业所广泛采用,不仅提高了企业的生产效率而且还减少了企业的生产成本,随着自动颗粒包装机越来越多的运用,随之而来的问题就是会遇到各式各样的故障,因为是机械设备这都是在所难免的,造成故障的原因一些是由于产品本身的质量问题,而更多的则是企业在生产使用过程没有按照正确的步骤去操作,也不懂得维修保养,如果想要一台设备用得好,使用时间长那么必要的产品知识以及常见的故障解决方法都是要了解的,作为一家专业的生产厂家我们有非常丰富的设备维修经验,今天我们就来说一个自动颗粒包装机常见故障的解决方法。
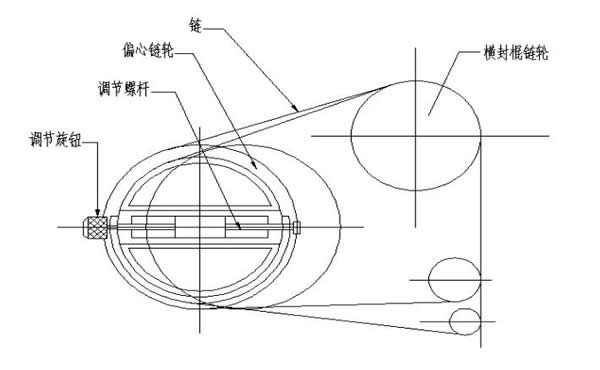
转盘机构结构原理图
装袋时间和热封时间不协调。
解决方法:与转盘齿轮连接的为二挡齿轮,将二挡齿轮推上,改变咬合位置,使其粉粒不在封合时间装袋。理想的下了时间,应在横向封合完毕后开始,调节适当后,不要轻易触动。
2、已经作过定时装袋调节,再次失常故障原因:转盘固定不良,键和固定蜗丝松动,或固定位置不对,转盘内的开闭器,开闭不良。
解决方法:将转盘在正确位置固定,重新将键和蜗丝固定,把开闭器的开闭机构调节到正确位置后将开闭器固定。此外,在装如颗粒很小的粉末或比重极其不同的混合料时,装袋需要时间长,因此球状粉粒咬入封口部位,促使应将包装速度稍微放慢,使其转数要适合被包装粉粒物理性能。
3、切口刀不能打断薄膜故障原因一:主打口刀刃与副打口刀面间隙未调整好。
解决方法:主打口刀刃与副打口刀刃要全部接触,并适当的调节压紧弹簧螺栓,使两侧弹簧压力平衡。
故障原因二:打口刀刀刃破损。
解决方法:破损小,油石研磨,但要注意刀刃的直线破坏太大时,应用平磨修复,修复量不要太大,太大刀就无调节量。
故障原因三:导槽靠外,纵封口窄,字体不清或有深有浅、字体没有装好或有松动现象、横封棍弹簧螺栓没有调整好。
解决方法:将字体紧固螺钉拧紧,适当时调节压紧弹簧螺栓,使侧弹簧平衡。
4、封热棍故障故障原因一:热调节不良,弹簧压力不足或压力不均。
解决方法:应按照材料厚度和种类不同,选出合适的强度进行热封,封合的温度过高则封口呈白色,封合部位易于剥开。各热封棍压力是靠推簧进行调整的。实现良好的封口、需使热封棍具备适当的温度和压力。纵封热棍,再一处设有压力调节钮,横封热棍二处设有压力调节钮,每处的调节钮又由“推钮”和“拉狃”组成,倘仅“推钮”则对热封棍加以过大的力量,易造成封口不良,所以应设法使用“推钮”和“拉钮”,横封热棍两处设有调节钮是为了防止横向手力不均进行调节使用的。
故障原因二:两打口刀、或字体凸出太高
解决方法:两打口刀,在热封棍调整好后,再进行调整。
5、薄膜导槽部分故障描述:薄膜不能咬入上部热棍,或是脱离热棍或是两端不齐。
故障原因一:薄膜装填薄膜,纵封及横封棍或是两端不齐。
故障原因二:薄膜导槽过于靠前。
故障原因三:薄膜导槽过于倾斜。
故障原因四:横封热棍偏心链轮失常。
解决方法:通过上述1-4的方法仍不能解决,应做以下调整:
a、把纵封棍压力调节钮的“拉钮”向右转动,仅使眼前的薄膜厚度受拉伸。应注意过大拉伸则不能封口。
b、降低纵封若棍的压力,压力过大薄膜不能夹紧,有可能被挤出。
c、纵封棍假如量要比平时多,一般为7mm应夹入10mm。
d、通过以上调整倘两侧仍不齐时,应使薄膜超出侧的导槽向里弯曲。
e、薄膜导槽中心线有误差,造成不良或有破损情况应给以更换。
基本上今天已经把常见的颗粒包装机转盘机构的常见故障及其解决方法讲解完毕了,如果您在实际生产过程中遇到此类故障可以按照上面的方法进行解决,今后我们也将会分享更多关于颗粒包装机故障及使用方法方面的知识,您可以留意我们的官方网站,当然如果您在实际的使用过程中遇到了什么解决不了的问题可以与我们取得联系,我们可以给您提供免费的建议指导。
 扫描二维码,
扫描二维码,